در دنیای رقابتی امروز، بهرهوری یکی از عوامل کلیدی موفقیت در هر واحد تولیدی است. بسیاری از مدیران صنعتی و کارآفرینان تمرکز خود را بر فناوری، نیروی انسانی و مواد اولیه معطوف میکنند، اما یکی از مهمترین مؤلفههایی که گاه نادیده گرفته میشود، فضای کارگاه است. طراحی و سازماندهی صحیح محیط کار نهتنها باعث افزایش کارایی نیروی انسانی میشود، بلکه میتواند در کاهش اتلاف زمان، کاهش حوادث کاری، و ارتقای کیفیت تولید نقش تعیینکنندهای داشته باشد.
در این مقاله از سایت پیشرو ابزار به بررسی راهکارهای بهینه سازی فضای کارگاه برای افزایش بهرهوری میپردازیم که شامل اصول طراحی چیدمان تا روشهای مدیریت جریان مواد، نورپردازی، تهویه، ارگونومی و فناوریهای نوین است.

۱. اهمیت بهینه سازی فضای کارگاه
بهینه سازی فضای کارگاه تنها به معنای نظمدهی ابزارها و تجهیزات نیست، بلکه رویکردی جامع برای هماهنگسازی بین انسان، فضا و فرایند تولید است. محیط کاری شلوغ، تاریک یا نامنظم، به طور مستقیم باعث کاهش تمرکز، افزایش خستگی و کاهش کیفیت خروجی کارگران میشود.
مطالعات صنعتی نشان میدهد که طراحی مناسب و بهینه سازی فضای کارگاه میتواند بهرهوری را بین ۱۰ تا ۳۰ درصد افزایش دهد. این موضوع نهتنها در صنایع بزرگ بلکه در کارگاههای کوچک و متوسط نیز صدق میکند. بهینه سازی فضای کارگاه موجب میشود:
- زمان جستوجوی ابزارها و مواد کاهش یابد.
- جریان مواد و افراد بدون تداخل صورت گیرد.
- ایمنی محیط افزایش یابد.
- روحیه کارکنان بهبود پیدا کند.
۲. تحلیل وضعیت موجود
اولین گام در فرایند بهینه سازی فضای کارگاه، ارزیابی دقیق شرایط فعلی کارگاه است. برای این منظور باید نقشهی فیزیکی کارگاه، مسیر حرکت مواد، محل استقرار ماشینآلات، و نحوهی کار نیروی انسانی بررسی شود.
روشهای پیشنهادی برای تحلیل وضعیت موجود:
نقشهبرداری از جریان کار (Workflow Mapping):
این روش نشان میدهد مواد و قطعات از لحظه ورود تا خروج نهایی از چه مسیرهایی عبور میکنند. نقاط گلوگاه یا مسیرهای پر ترافیک بهراحتی قابلشناسایی خواهند بود.
تحلیل زمان و حرکت (Time and Motion Study):
با مشاهدهی رفتار کارکنان و ثبت زمان صرفشده برای هر فعالیت، میتوان فرایندهایی را که موجب اتلاف وقت یا انرژی میشوند شناسایی و اصلاح کرد.
ارزیابی بهرهبرداری از فضا:
با اندازهگیری نسبت فضای مفید به کل فضا، میتوان مشخص کرد چه مقدار از محیط بهصورت غیربهینه مورداستفاده قرار میگیرد.
۳. اصول طراحی چیدمان کارگاه (Layout Design)
چیدمان مناسب کارگاه یکی از اصلیترین عوامل مؤثر بر بهرهوری است. هدف از طراحی چیدمان، کاهش جابهجایی غیرضروری مواد و افراد و ایجاد جریان کاری روان است.
چند الگوی رایج برای طراحی چیدمان عبارتاند از:
چیدمان بر اساس فرایند (Process Layout):
در این نوع چیدمان، ماشینآلات مشابه در کنار هم قرار میگیرند. این روش برای کارگاههای با تولید سفارشی یا متنوع مناسب است.
چیدمان بر اساس محصول (Product Layout):
در این حالت، تجهیزات به ترتیب مراحل تولید در کنار هم چیده میشوند. برای تولید انبوه و پیوسته بسیار مؤثر است.
چیدمان سلولی (Cellular Layout):
ترکیبی از دو روش بالا است. گروهی از ماشینآلات برای تولید یک خانواده از قطعات بهصورت سلول مستقل سازماندهی میشوند. این روش در صنایع متوسط و انعطافپذیر بسیار کاربرد دارد.
چیدمان ثابت (Fixed Position Layout):
برای محصولاتی که اندازه بزرگی دارند (مانند کشتی یا سازههای فلزی)، کارگران و تجهیزات بهجای جابهجایی محصول حرکت میکنند.
انتخاب الگوی مناسب باید بر اساس نوع تولید، حجم سفارش، اندازه کارگاه و سطح مهارت کارکنان انجام شود.
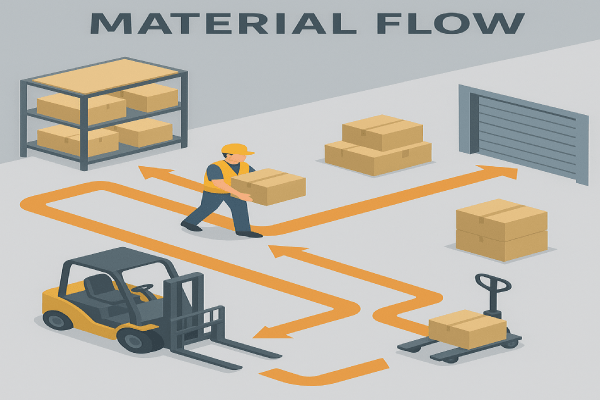
۴. مدیریت جریان مواد و مسیرهای حرکت
یکی از مؤثرترین روشها برای افزایش بهرهوری، کاهش مسافتهای غیرضروری در جابهجایی مواد است. برای این منظور باید مسیرهای مشخص و بدون تداخل برای افراد، مواد و ماشینآلات در نظر گرفته شود.
راهکارهای عملی عبارتاند از:
- استفاده از نقشههای جریان مواد (Material Flow Chart) برای شناسایی مسیرهای پرتردد.
- طراحی مسیرهای یکطرفه برای جلوگیری از ازدحام.
- استفاده از وسایل حملونقل مناسب مانند چرخدستی، نوار نقاله یا لیفتراک.
- تفکیک مسیرهای حرکت افراد از مسیرهای حمل مواد برای افزایش ایمنی.
۵. سازماندهی ابزارها و تجهیزات
کارگاههایی که ابزارها و وسایل به طور تصادفی پخش شدهاند، معمولاً با اتلاف وقت فراوان روبهرو هستند. اصل ۵S ژاپنی یکی از بهترین روشها برای نظمدهی و بهینه سازی فضای کارگاه است:
- Seiri تفکیک: حذف وسایل غیرضروری.
- Seiton نظمدهی: تعیین مکان مشخص برای هر ابزار.
- Seiso پاکیزگی: تمیز نگهداشتن محیط کار.
- Seiketsu استانداردسازی: ایجاد استانداردهای مشخص برای نگهداری.
- Shitsuke انضباط: ایجاد عادت در کارکنان برای پیروی از اصول.
اجرای سیستم ۵S نهتنها باعث کاهش اتلاف فضا میشود، بلکه موجب ارتقای ایمنی و افزایش روحیهی کاری و بهینه سازی فضای کارگاه نیز هست.
۶. ارگونومی و آسایش کارکنان
ارگونومی به معنای طراحی محیط کار متناسب با ویژگیهای انسانی است. رعایت اصول ارگونومی در فضای کارگاه تأثیر مستقیمی بر کاهش خستگی، خطا و آسیبهای جسمی دارد.
نکات کلیدی ارگونومیک:
- ارتفاع میز و ابزار باید متناسب با قد کارگر باشد.
- استفاده از کفپوشهای ضد خستگی در محلهایی که ایستادن طولانیمدت ضروری است.
- تنظیم نور، دما و تهویه در محدودهی استاندارد.
- طراحی صندلیها و میزهای کار باقابلیت تنظیم.
۷. نورپردازی، تهویه و شرایط محیطی
محیط فیزیکی نقش تعیینکنندهای در کیفیت کار دارد.
- نورپردازی مناسب: استفاده از نور طبیعی تاحدامکان و تکمیل آن با نور سفید LED باعث کاهش خستگی چشم و افزایش تمرکز میشود.
- تهویه و دما: گردش هوای مناسب از تجمع ذرات گردوغبار جلوگیری میکند و دمای متعادل (۱۸ تا ۲۴ درجه سانتیگراد) موجب رضایت کارکنان میشود.
- کاهش نویز: نصب عایقهای صوتی و استفاده از گوشگیر صنعتی به کاهش خستگی شنوایی کمک میکند.
۸. فناوری و دیجیتالیسازی در بهینه سازی فضای کارگاه
با ورود فناوریهای نوین، امکان نظارت و بهینهسازی خودکار فضا نیز فراهم شده است. برخی فناوریهای کاربردی عبارتاند از:
- نرمافزارهای طراحی سهبعدی چیدمان (مثل AutoCAD Plant و FlexSim) برای شبیهسازی حرکت مواد و افراد.
- سیستمهای مدیریت هوشمند انبار (WMS) برای کنترل بهتر فضای ذخیرهسازی.
- حسگرهای IoT برای رصد مصرف انرژی، دما و رطوبت در لحظه.
- سیستمهای مکانیابی ابزارها (RFID یا QR Code) جهت ردیابی سریع تجهیزات.
- استفاده از این ابزارها باعث تصمیمگیری مبتنی بر داده و کاهش خطای انسانی میشود.
۹. بهینه سازی فضای انبار و ذخیرهسازی
فضای انبار اغلب یکی از بخشهایی است که بیشترین اتلاف فضا در آن رخ میدهد.
راهکارهای بهینه سازی فضای کارگاه شامل:
- استفاده از قفسههای طبقاتی عمودی برای استفاده از ارتفاع سالن.
- برچسبگذاری و کدگذاری هوشمند برای یافتن سریع اقلام.
- اجرای سیستم FIFO (اول وارد، اول خارج) برای کاهش ضایعات.
- بهکارگیری نرمافزارهای مدیریت موجودی جهت کنترل دقیق فضا.
۱۰. ایمنی و دسترسی اضطراری
هیچ طرح بهینهای بدون توجه به ایمنی کامل نیست. مسیرهای خروج اضطراری، تجهیزات اطفای حریق، و تابلوهای هشدار باید بهصورت استاندارد طراحی شوند. رعایت فاصله ایمن بین ماشینآلات، نصب حفاظها، و آموزش ایمنی دورهای برای کارکنان از الزامات اساسی ببهینه سازی فضای کارگاه است.
۱۱. فرهنگسازمانی و مشارکت کارکنان
حتی بهترین طراحیها نیز بدون همکاری و انضباط نیروی انسانی به موفقیت نمیرسند. مدیران باید کارکنان را در فرایند بهینه سازی فضای کارگاه دخیل کنند.
پیشنهادها و بازخوردهای مستقیم کارگران اغلب منجر به شناسایی مشکلات پنهان میشود. ایجاد فرهنگ بهبود مستمر (Kaizen) در کارگاه باعث میشود تغییرات پایدار و مؤثر باقی بمانند.
۱۲. ارزیابی نتایج و بهبود مستمر
بهینه سازی فضای کارگاه یک فرایند دائمی است، نه یک اقدام مقطعی. باید پس از اجرای تغییرات، نتایج را با شاخصهای عملکردی مانند موارد زیر سنجید:
- افزایش نرخ تولید روزانه
- کاهش زمان توقفات
- کاهش ضایعات و دوبارهکاری
- رضایت کارکنان
استفاده از شاخص بهرهوری کلی تجهیزات (OEE) نیز راهی مناسب برای سنجش تأثیر چیدمان جدید است.
جمعبندی
بهینه سازی فضای کارگاه یکی از سرمایهگذاریهای بلندمدت و مؤثر برای افزایش بهرهوری سازمان است. با تحلیل دقیق وضعیت موجود، طراحی چیدمان اصولی، توجه به ارگونومی و محیط فیزیکی، و بهرهگیری از فناوریهای نوین، میتوان کارگاهی ایمن، منظم و کارآمد ایجاد کرد.
در نهایت، بهینه سازی فضای کارگاه تنها به تجهیزات و نقشه محدود نمیشود، بلکه به نگرش مدیران و فرهنگ کاری مجموعه نیز بستگی دارد. ایجاد حس مالکیت و مسئولیت در میان کارکنان، رمز اصلی موفقیت در هر برنامهی بهینهسازی است.
هنوز دیدگاهی ثبت نشده است.